In che modo la temperatura e l’acqua influenzano l’invecchiamento dei trasformatori
Diversi fattori influenzano l'invecchiamento dei trasformatori con sistemi olio/cellulosa e ne accelerano il processo.
1 Introduzione
Diversi fattori influenzano l’invecchiamento dei trasformatori con sistemi olio/cellulosa e ne accelerano il processo. In questo articolo parleremo di:
1 Influenze specifiche della temperatura e dell’acqua sull’invecchiamento del trasformatore.
2 Percorsi attraverso i quali l’umidità e l’acqua penetrano nel trasformatore.
3 In che modo la temperatura e l’acqua influenzano l’invecchiamento dei trasformatori.


Descriveremo anche come:
1 Ridurre l’influenza di questi acceleratori.
2 Asciugare i trasformatori bagnati.
3 Ridurre al minimo l’influenza della temperatura.
4. Prevenire completamente l’invecchiamento precoce.
Inoltre, delineeremo i fattori che dovrebbero essere specificati all’inizio della fase di progettazione del trasformatore per garantire una risorsa affidabile nel lungo termine. In un articolo successivo parleremo dell’acido e dell’ossigeno e del loro ruolo come acceleratori.
2 L’influenza della temperatura
Le alte temperature hanno un impatto significativo sui processi di invecchiamento del trasformatore.
2.1 Regola di Montsinger
Negli anni ’30, Montsinger contribuì a quantificare il grado di invecchiamento accelerato dei trasformatori dovuto alla temperatura. Scoprì che un aumento della temperatura di 8 °C dimezza la durata di vita di un trasformatore.
Montsinger dimostrò anche che a temperature inferiori a 50 °C il processo di invecchiamento è trascurabile. Questi principi continuano a essere validi ancora oggi, nonostante lo sviluppo di nuovi materiali utilizzati nei trasformatori negli ultimi 70 anni.
Sulla base di questi principi, generalizziamo che un aumento di 10 °C dimezzerà la durata della vita utile e che monitorare la temperatura di un trasformatore ha senso solo quando supera i 50 °C. Al di sotto di questa temperatura, l’invecchiamento sarà così lento da escludere qualsiasi guasto in qualsiasi momento durante la durata di vita stimata del trasformatore.
| Contenuti connessi: Come l’ossigeno e gli acidi influenzano l’invecchiamento dei trasformatori |
3 L’influenza della progettazione
Non esiste un percorso di invecchiamento tipico o identico dei trasformatori, perché non esiste un trasformatore “standard”. Come detto sopra, la temperatura è un acceleratore dell’invecchiamento. Più precisamente, l’invecchiamento dipende dalla temperatura nella zona più calda del trasformatore. Non ha senso considerare una temperatura media. L’invecchiamento non è medio e sarà sempre correlato a una temperatura specifica in un punto specifico all’interno del trasformatore.
Per valutare il trasformatore bisogna iniziare dalla zona più calda. Se la cellulosa ha perso la sua resistenza meccanica a causa dell’invecchiamento termico in un determinato punto del trasformatore, non avrà importanza se il valore del grado di polimerizzazione (DP) sarà ancora “mediamente buono”. In un caso simile, il trasformatore non sarà “mediamente” rotto. Se non avrà già raggiunto la fine del suo ciclo di vita (EOL), il dispositivo non funzionerà più e dovrà essere come minimo riparato. Pertanto, durante la fase di specifica del trasformatore è importante stabilire che la progettazione del sistema di raffreddamento interno sia ottimizzata per le condizioni in cui il trasformatore opererà.
Sarà impossibile riparare un sistema di raffreddamento interno difettoso, argomento che affronteremo in dettaglio nella Sezione 5.1.
L’influenza dell’acqua e dell’umidità
4. L’acqua come prodotto legato all’invecchiamento
Sono stati pubblicati molti articoli sul tema “L’acqua come prodotto legato all’invecchiamento”. Alcuni sostengono che il contenuto d’acqua possa essere utilizzato per valutare l’età di un trasformatore. La base tecnica di tali affermazioni sembra abbastanza plausibile poiché si tratta di una questione chimica. Ogni volta che le molecole di cellulosa a catena lunga vengono scomposte mediante processi chimici termici, viene rilasciata acqua. Di conseguenza, si potrebbe affermare che il processo di invecchiamento è una fonte di acqua all’interno del trasformatore. Ciò che è meno chiaro è in che misura questo fenomeno, denominato pirolisi della cellulosa, svolga un ruolo significativo nell’impregnamento di acqua dei trasformatori.
In base alla mia esperienza personale, tutti i vecchi trasformatori presentano un aumento del contenuto di acqua, ma la pirolisi non è una fonte significativa. Sono le fonti esterne di acqua/umidità quelle che contribuiscono maggiormente all’invecchiamento accelerato dei trasformatori.
4.1 Punti di accesso per acqua e umidità
Il contenuto di acqua in diversi trasformatori di età e condizioni operative simili non è mai abbastanza simile da poter dedurre un meccanismo di invecchiamento universale. Considerando le differenze nel contenuto d’acqua nei trasformatori, dobbiamo concludere che le differenze sono causate da cause esterne.
I trasformatori più pesantemente impregnati d’acqua sono quelli sottoposti a frequenti variazioni di carico e a stress termico nella zona del serbatoio. I trasformatori con componenti critici, come gli isolatori passanti ad alta corrente a bassa tensione negli impianti di elettrolisi, presentano intrinsecamente perdite e un contenuto d’acqua più elevato. Lo stesso vale per i trasformatori elevatori di tensione (GSU).
D’altro canto, i trasformatori di rete e di trasmissione hanno normalmente un contenuto d’acqua piuttosto basso. Questi trasformatori sono sia ermeticamente sigillati che a respirazione aperta, con un contenuto d’acqua simile anche dopo molti anni. Ciò indica che la maggior parte dell’umidità/acqua presente nel trasformatore proviene da fonti esterne.
4.2 Acqua di raffreddamento
Un’altra fonte di acqua proviene dalle perdite dei refrigeratori ad acqua, in particolare quelli a parete singola. Non fa alcuna differenza il fatto che la pressione statica debba essere maggiore sul lato dell’olio rispetto al lato dell’acqua. I gomiti dei tubi sono particolarmente soggetti a microfessure e ad alte pressioni parziali, che consentono all’acqua di penetrare all’interno del trasformatore.
| Contenuti connessi: Mappatura delle popolazioni di trasformatori |
5. Prevenire l’invecchiamento accelerato
Per ridurre efficacemente l’invecchiamento precoce del trasformatore, gli acceleratori devono essere rilevati e gestiti. Questo aspetto deve essere affrontato in una fase iniziale della progettazione. È di fondamentale importanza insistere sulla corretta progettazione del sistema di tenuta da un lato e su bassi carichi termici dall’altro. Con un sistema di raffreddamento adeguato, le temperature massime possono essere mantenute più basse, prolungando così notevolmente la durata utile del trasformatore.

5.1 Garantire una corretta progettazione termica
Il produttore deve dimostrare, già durante la fase di progettazione, che il profilo di temperatura del suo trasformatore è appropriato. Nessuna delle temperature ammissibili dovrebbe mai essere superata, nemmeno per brevi periodi di tempo. Già nella fase di definizione delle specifiche tecniche è fondamentale selezionare il sistema di raffreddamento adatto alla funzione del trasformatore. Ad esempio, per i trasformatori che devono essere sottoposti a frequenti variazioni di carico, il sistema di raffreddamento interno deve essere progettato per eliminare i picchi di temperatura durante rapidi aumenti di carico, ad esempio con raffreddamento OD (Oil Directed). Per i trasformatori in cui è necessario pompare l’olio, ad esempio OFWF (Oil Forced/Water Forced) o nel caso di radiatori olio-aria installati in remoto, il raffreddamento negli avvolgimenti deve essere basato sulla progettazione ON (Oil Natural) in modo che l’olio venga distribuito il più uniformemente possibile all’interno del trasformatore.
Per verificare la progettazione termica di un trasformatore dopo che è stato completato, si utilizzano fibre ottiche per generare un profilo completo delle temperature all’interno del trasformatore. L’ideale sarebbe che ci fossero più sensori in ogni avvolgimento per sezione. La distribuzione ottimale dei sensori è nella parte superiore, 2/3 della metà superiore, 2/3 della metà inferiore e nella parte inferiore. In genere, la sezione centrale di un trasformatore trifase dovrebbe essere dotata di sensori in ogni avvolgimento (avvolgimento di alta tensione, bassa tensione, terziario, fine e grossolano).
5.2 Monitoraggio del comportamento di emissione di gas
Durante il funzionamento, il comportamento di un trasformatore in termini di gassificazione fornirà dati conclusivi sull’efficacia della sua progettazione. Le specifiche tecniche del trasformatore devono stabilire che la presenza di gas indotti termicamente durante il funzionamento, ad esempio C2H4, C2H6, C3H4, C3H6, C3H8, è vietata. La loro presenza indica temperature superiori a 150 °C. Il valore di questi gas nell’analisi dei gas disciolti (DGA) deve essere “0”. In caso contrario, le condizioni termiche presenti nel trasformatore non sono accettabili. Non consiglio di applicare dei limiti ai valori.
5.3 Riduzione del contenuto di acqua
Se il test rivela un contenuto di acqua aumentato, ad esempio durante il test della qualità dell’olio, il contenuto di acqua deve essere ridotto. Questo valore è dato dalla temperatura di campionamento e deve sempre essere controllato utilizzando il diagramma di Nielsen.
5.3.1 Misurazione del contenuto di acqua
Poiché nel trasformatore è presente acqua, il suo valore deve essere raccolto direttamente o indirettamente dal trasformatore. Il contenuto di acqua solo in un campione di olio non ci dice nulla.
Un metodo utile per misurare il contenuto d’acqua è quello di utilizzare una valutazione dell’umidità dell’olio insieme a un diagramma di Nielsen. Per fare questo, le temperature nella parte superiore e inferiore del trasformatore devono essere monitorate per un periodo di tempo prolungato per garantire che il carico del trasformatore sia bilanciato. A questo scopo sono particolarmente utili i sistemi che utilizzano una sonda capacitiva. Le misurazioni devono essere registrate nell’intervallo ppm.
Un sistema di misurazione dielettrica diretta del contenuto d’acqua collaudato è il sistema di rilevamento incendi e gas (FDS). I dati di questa misurazione possono essere considerati accurati e possono essere supportati dal metodo sopra descritto.
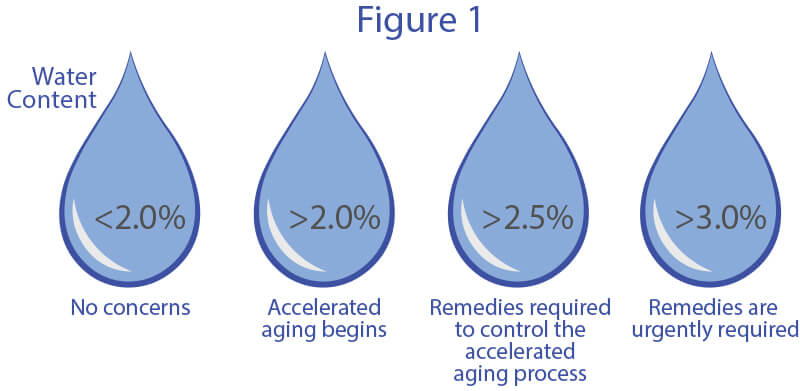
Per la valutazione del contenuto di acqua si devono utilizzare i seguenti dati come valori di riferimento:
Rimedi e sigillanti
Se il contenuto di acqua supera il livello appropriato, la cellulosa deve essere asciugata. Sono disponibili diversi processi di essiccazione. Il metodo più semplice e meno problematico è quello di utilizzare sistemi di bypass. Funzionano estraendo l’acqua dal trasformatore drenandola attraverso il percorso dell’olio. L’uso di impianti di trattamento dell’olio non è consigliabile perché essiccano solo l’olio e non riescono a rimuovere più dell’1% dell’acqua immagazzinata nel trasformatore.
La corretta sigillatura del trasformatore deve essere una priorità assoluta per impedire l’ingresso di umidità e acqua. L’impiego di tecnologie progettate specificamente per la sigillatura dei trasformatori garantirà le prestazioni a lungo termine del trasformatore.
I fattori chiave nella scelta dei sigillanti per trasformatori includono quanto segue:
- Elevata adesione del sigillante ai vari componenti all’interno del trasformatore.
- Elevata tensione di rottura (BDV) per evitare scariche parziali.
- Compatibilità con fluidi isolanti a base di minerali che fluidi isolanti a base di esteri
- Capacità di aderire a una varietà di materiali come rame, ottone, acciaio e gomma
| Contenuti connessi: Riparazione a costi contenuti e in loco delle perdite dei trasformatori di potenza |
-
6. Esempi
Gli esempi riportati di seguito dimostrano l’effetto dell’umidità e della temperatura e quanto sia importante monitorarli e adottare misure per ridurne l’impatto.
6.1
Un trasformatore da 60 MVA 150/20 kV si guasta dopo 15 anni. Le cause sono due:
1 aumento eccessivo della temperatura per il clima in cui si trovavano i trasformatori
2 raffreddamento interno mal distribuito
I valori DP sono stati rilevati dagli avvolgimenti esterni di una fase funzionale.
6.2
Un banco di accoppiatori Interbus ONAN/ONAF/OFAF da 300 MVA e 500/150 kV si guasta dopo 15 anni.
Un’ispezione ha dimostrato che la causa principale potrebbe essere stata un valore DP molto basso. Le impostazioni della temperatura e le curve di temperatura giornaliere mostrano che la progettazione del trasformatore è piuttosto stabile e in grado di resistere a temperature giornaliere elevate fino a quasi 100° con le seguenti impostazioni:

Il grafico seguente illustra il profilo della temperatura e l’impatto positivo di sistemi di raffreddamento progettati correttamente.
![]()
7.0
Il profilo DP del trasformatore di regolazione 110/20kV 45 MVA ON, raffreddato in un trasformatore raddrizzatore di uno stabilimento di alluminio dopo 40 anni di servizio, ha determinato un raffreddamento interno perfettamente distribuito.
7.1
Miglioramento delle condizioni di un trasformatore raddrizzatore da 35 MVA sottoposto a trattamento e conservazione. I grafici sottostanti mostrano come fino a oggi sia stato possibile mantenere elevata la tensione di rottura (tra 60 e oltre 80 kV) e basso il contenuto di acqua. La riduzione del contenuto di furani ha comportato che la loro produzione fosse fortemente limitata, mantenendo stabile il valore DP. Un trasformatore simile, in cui potevano essere analizzati campioni di carta, ha dimostrato che dall’inizio del trattamento (riduzione di acqua e ossigeno), il valore DP si è mantenuto stabile, confermando questo fatto.
Sul lato sinistro di ciascuno dei grafici sottostanti è mostrato lo stato della variabile (grafico 2: Tensione di rottura, grafico 3 Contenuto furanico) utilizzando un processo di trattamento di purificazione dell’olio inefficiente. L’effetto sia sulla tensione di rottura che sul contenuto furanico ottenuto con questo processo è stato solo temporaneo. Il lato destro di ogni grafico mostra come l’utilizzo di un sistema di bypass con capacità di essiccazione, degassificazione parziale e filtraggio permanente delle particelle consenta di conservare sia la tensione di rottura che il contenuto di furano a livelli accettabili per lunghi periodi di tempo.
![]()
![]()
La temperatura e l’acqua sono considerati tra i più dannosi acceleratori dell’invecchiamento nei sistemi olio-cellulosa. Per tenerne sotto controllo gli effetti, è necessario attuare misure di manutenzione, soprattutto durante la fase di progettazione. Sigillare un trasformatore per impedire l’ingresso di acqua e/o umidità è un passaggio importante durante la manutenzione dei trasformatori.
Inoltre, è necessario controllare regolarmente le impostazioni della temperatura dei comandi del sistema di raffreddamento per evitare carichi termici inutilmente elevati. Mantenere puliti i radiatori è un passaggio importante per il loro funzionamento efficiente ed è fondamentale per mantenere le temperature negli intervalli desiderati. Continueremo a illustrarvi altri acceleratori e il modo in cui contribuiscono all’invecchiamento dei trasformatori nel corso della serie di articoli.
| Contenuti connessi: Storia di riparazione perdite trasformatore da Polywater® |
Hai qualche domanda?
Bibliografia
1 Loading Transformers by Temperature, V.M. Montsinger, Rivista AIEE, aprile 1930.
Questo articolo è stato originariamente pubblicato nella rivista Transformers Magazine e viene qui ripubblicato con autorizzazione.
©2019 American Polywater Corporation. Articolo n. 2 della serie Daemisch.