Comment la température et l’eau influencent le vieillissement des transformateurs
Divers facteurs influencent le vieillissement des transformateurs disposant de systèmes huile-cellulose et accélèrent le processus de vieillissement.
1. Introduction
Divers facteurs influencent le vieillissement des transformateurs disposant de systèmes huile-cellulose et accélèrent le processus de vieillissement. Le présent article porte sur :
1. les influences spécifiques de la température et de l’eau sur le vieillissement des transformateurs ;
2. les voies par lesquelles l’humidité et l’eau pénètrent dans le transformateur ;
3. la façon dont la température et l’eau accélèrent le vieillissement des transformateurs.


L’article décrit également comment :
1. réduire les influences de ces accélérateurs ;
2. sécher les transformateurs noyés ;
3. réduire les influences de la température ;
4. éviter le vieillissement accéléré.
En outre, les facteurs qui devraient être spécifiés au début de la phase de conception du transformateur afin d’assurer un actif fiable à long terme seront présentés. Un autre article portera sur l’acide et l’oxygène ainsi que sur leur rôle d’accélérateurs.
2. L’influence de la température
Les températures élevées ont une incidence considérable sur les processus de vieillissement des transformateurs.
2.1 Règle de Montsinger
Dans les années 1930, Montsinger a contribué à quantifier le degré de vieillissement accéléré des transformateurs dû à la température.1 Il a déterminé qu’une augmentation de température de 8 °C réduit de moitié la durée de vie d’un transformateur.
Montsinger a également montré que le processus de vieillissement est négligeable en cas de températures inférieures à 50 °C. Ces principes persistent à ce jour, même avec le développement et l’utilisation de nouveaux matériaux dans les transformateurs au cours des 70 dernières années.
Sur la base de ces principes, généralisons qu’une augmentation de 10 °C réduit de moitié la durée de vie et que le suivi de la température d’un transformateur n’a de sens que lorsque celle-ci est supérieure à 50 °C. Lorsque la température est inférieure, le vieillissement est si lent qu’il élimine toute défaillance à tout moment pendant la durée de vie estimée du transformateur.
| Contenus connexes : Influence de l’oxygène et des acides sur le vieillissement des transformateurs |
3. L’influence de la conception
Le vieillissement des transformateurs ne suit jamais une trajectoire type ou identique, car un transformateur « standard » n’existe pas. Comme indiqué ci-dessus, la température est un accélérateur de vieillissement. Plus précisément, le vieillissement dépend de la température dans la zone la plus chaude du transformateur. Il est illogique de prendre en considération une température moyenne. Le vieillissement n’est pas moyen et va toujours de pair avec une température spécifique à un endroit spécifique à l’intérieur du transformateur.
Afin d’évaluer le vieillissement d’un transformateur, il faut commencer par la zone la plus chaude. Si la cellulose perd sa résistance mécanique en raison du vieillissement thermique à un certain endroit du transformateur, il n’est pas important que la valeur du degré de polymérisation soit toujours « bonne en moyenne ». Dans un tel cas, le transformateur n’est pas « moyennement » cassé. Il tombe complètement en panne et, à moins qu’il n’ait déjà atteint sa fin de vie, il doit, à tout le moins, être réparé. Par conséquent, il est important de déterminer, pendant l’étape de spécification du transformateur, les conditions de fonctionnement du transformateur et d’optimiser la conception du système de refroidissement interne en conséquence.
Il est impossible de réparer ultérieurement un système de refroidissement interne défectueux (pour plus de détails, voir la section 5.1).
L’influence de l’eau et de l’humidité
4. L’eau en tant qu’agent vieillissant
De nombreux articles portant sur l’eau en tant qu’agent vieillissant ont été publiés. Certains articles affirment que la teneur en eau peut être utilisée afin d’évaluer l’âge d’un transformateur. La base technique de telles affirmations semble suffisamment plausible, car il s’agit d’une question de chimie. Chaque fois que des molécules de cellulose à longue chaîne sont brisées à la suite de processus chimiques thermiques, de l’eau est libérée. En conséquence, on pourrait dire que le processus de vieillissement est dû à une source d’eau à l’intérieur du transformateur. En revanche, la mesure dans laquelle ce phénomène, appelé pyrolyse cellulosique, joue un rôle important dans la pénétration d’eau dans les transformateurs est moins claire.
D’après mon expérience personnelle, tous les vieux transformateurs affichent une teneur en eau accrue, mais la pyrolyse ne constitue pas une source importante. Les sources externes d’eau/humidité jouent un rôle plus important dans le vieillissement accéléré des transformateurs.
4.1 Passerelles d’eau et d’humidité
La teneur en eau de différents transformateurs d’âge et d’état de fonctionnement semblables n’est en aucun cas suffisamment semblable pour déduire un mécanisme de vieillissement universel. En raison des différences de teneur en eau des transformateurs, nous devons en conclure que des causes externes génèrent les différences.
Les transformateurs les plus fortement noyés sont ceux qui ont subi de fréquents changements de charge et des tensions thermiques au niveau de la zone du réservoir.
Les transformateurs disposant de composants essentiels, tels que les traversées basse tension à courant élevé utilisées dans les installations d’électrolyse, sont intrinsèquement inétanches et présentent une teneur en eau plus élevée. Il en va de même pour les transformateurs élévateurs.
D’autre part, les transformateurs de réseau et de transmission ont généralement une teneur en eau plutôt faible. Ces transformateurs sont à la fois hermétiquement fermés et à respiration libre et présentent une teneur en eau semblable après plusieurs années. Cela indique que la majeure partie de l’humidité/eau dans le transformateur provient de sources externes.
4.2 Eau de refroidissement
Les refroidisseurs d’eau qui fuient, en particulier ceux qui sont à paroi simple, constituent une autre source d’eau. Il ne fait aucune différence que la pression statique doit être plus élevée au niveau de l’huile, plutôt que de l’eau. Les coudes de tuyaux sont particulièrement sujets aux microfissures et aux pressions partielles élevées, ce qui permet à l’eau de pénétrer à l’intérieur du transformateur.
| Contenus connexes : Cartographie des parcs de transformateurs |
5. Prévention de vieillissement accéléré
Afin de réduire efficacement le vieillissement prématuré des transformateurs, il faut détecter et gérer les accélérateurs. La question doit être soulevée au début de la phase de conception. Il est extrêmement important de disposer, d’une part, d’une conception appropriée des systèmes d’étanchéité et, d’autre part, de faibles charges thermiques. Lorsque le système de refroidissement est adéquat, les températures maximales peuvent être réduites, ce qui permet de considérablement prolonger la durée de vie d’un transformateur.
5.1 Conception thermique appropriée
Le fabricant doit prouver, même pendant la phase de conception du projet, que le profil de température de son transformateur est approprié. Aucune des températures admissibles ne doit jamais être dépassée à aucun moment, même pendant de courtes périodes. Il est impératif de sélectionner le système de refroidissement adapté à la fonction du transformateur, et ce, même au stade des spécifications techniques. Par exemple, dans le cas des transformateurs susceptibles de subir de fréquents changements de charge, le système de refroidissement interne doit être conçu pour éliminer les pointes de température lors des augmentations de charge rapides, par exemple un refroidissement OD (circulation dirigée de l’huile). Dans le cas des transformateurs à partir desquels l’huile doit être pompée, par exemple OFWF (circulations forcées de l’huile et de l’eau), ou dans le cas de radiateurs huile-air installés à distance, le refroidissement des enroulements doit être basé sur une conception ON (circulation naturelle de l’huile) afin que l’huile soit répartie le plus uniformément possible dans le transformateur.
Afin de vérifier la conception thermique d’un transformateur après son achèvement, la fibre optique est utilisée pour générer un profil étendu des températures à l’intérieur du transformateur. Idéalement, il devrait y avoir au moins plusieurs capteurs dans chaque enroulement par montant. La répartition optimale de capteur est la suivante : partie supérieure, 2/3 de la moitié supérieure, 2/3 de la moitié inférieure et partie inférieure. En règle générale, chaque enroulement doit comprendre le montant central d’un transformateur triphasé (enroulements de prise haute tension, basse tension, de fil fin et de fil gros).
5.2 Surveillance du comportement de gazage
Le comportement de gazage d’un transformateur en fonctionnement fournit des données concluantes sur l’efficacité de sa conception. La spécification technique du transformateur doit stipuler l’interdiction de la présence de gaz induits thermiquement pendant le fonctionnement, par exemple C2H4, C2H6, C3H4, C3H6, C3H8. Leur présence indique des températures supérieures à 150 °C. Dans une analyse des gaz dissous (DGA), la valeur de ces gaz doit être « 0 ». Sinon, les conditions thermiques du transformateur sont inacceptables. Je ne conseille pas de limiter les valeurs.
5.3 Réduction de la teneur en eau
Si les essais révèlent une augmentation de la teneur en eau, par exemple lors de l’essai de la qualité de l’huile, la teneur en eau doit être réduite. Cette valeur est affectée
par la température d’échantillonnage et doit toujours être vérifiée à l’aide du diagramme de Nielsen.
5.3.1 Mesure de la teneur en eau
Étant donné que de l’eau se trouve dans le transformateur, sa valeur doit être collectée, directement ou indirectement, depuis le transformateur. La teneur en eau d’un échantillon d’huile à lui seul ne nous apporte aucune information.
Afin de mesurer la teneur en eau, il faut évaluer l’humidité de l’huile à l’aide du diagramme de Nielsen. Pour ce faire, les températures des parties supérieure et inférieure du transformateur doivent être surveillées sur une période de temps prolongée, afin de garantir l’équilibre de la charge du transformateur. Les systèmes qui utilisent un capteur capacitif sont particulièrement utiles à cet effet. Les mesures doivent être enregistrées dans la plage ppm.
Le système de détection d’incendie et de gaz est un système éprouvé de mesure diélectrique directe de la teneur en eau. Les données de cette mesure peuvent être considérées comme précises et peuvent être prises en charge par la méthode ci-dessus.
Les données suivantes doivent être utilisées comme valeurs de référence pour l’évaluation de la teneur en eau :

5.3.2 Remèdes et produits d’étanchéité
Si la teneur en eau dépasse le niveau approprié, la cellulose doit être séchée. Il existe différents procédés de séchage. La méthode la plus simple et la moins problématique consiste à utiliser des systèmes de dérivation. Ces systèmes extraient l’eau du transformateur en fonctionnement en l’écoulant à travers le passage d’huile. Il n’est pas recommandé d’avoir recours à des usines de traitement de l’huile, car ces usines ne font que sécher l’huile et ne peuvent pas extraire plus de 1 % de l’eau du transformateur.
L’étanchéité du transformateur doit être une priorité, afin d’empêcher la pénétration d’humidité et d’eau. L’utilisation de technologies spécifiquement conçues pour l’étanchéité des transformateurs garantit les performances à long terme du transformateur.
Lorsqu’il s’agit de choisir les produits d’étanchéité pour les transformateurs, les facteurs clés sont les suivants :
- adhésion élevée du produit d’étanchéité aux divers composants à l’intérieur du transformateur ;
- tension de claquage élevée pour éviter une décharge partielle ;
- compatibilité avec les fluides d’isolation minéraux et esters ;
- capacité à adhérer à une variété de matériaux comme le cuivre, le laiton, l’acier
et le caoutchouc.
-
Contenus connexes : Réparation rentable sur place des fuites dans les transformateurs électriques 6. Exemples
Les exemples ci-dessous démontrent l’effet de l’humidité et de la température et mettent en évidence l’importance de les surveiller et de mettre en place des mesures pour atténuer leur incidence.
6.1
Un transformateur de 60 MVA, 150/20 kV, tombe en panne après 15 ans. Deux raisons à l’origine :
1. Augmentation anormale de la température pour le climat dans lequel les transformateurs étaient situés ;
2. Mauvaise répartition du refroidissement interne.
Les valeurs du degré de polymérisation ont été mesurées à partir des enroulements extérieurs d’une phase fonctionnelle.
6.2
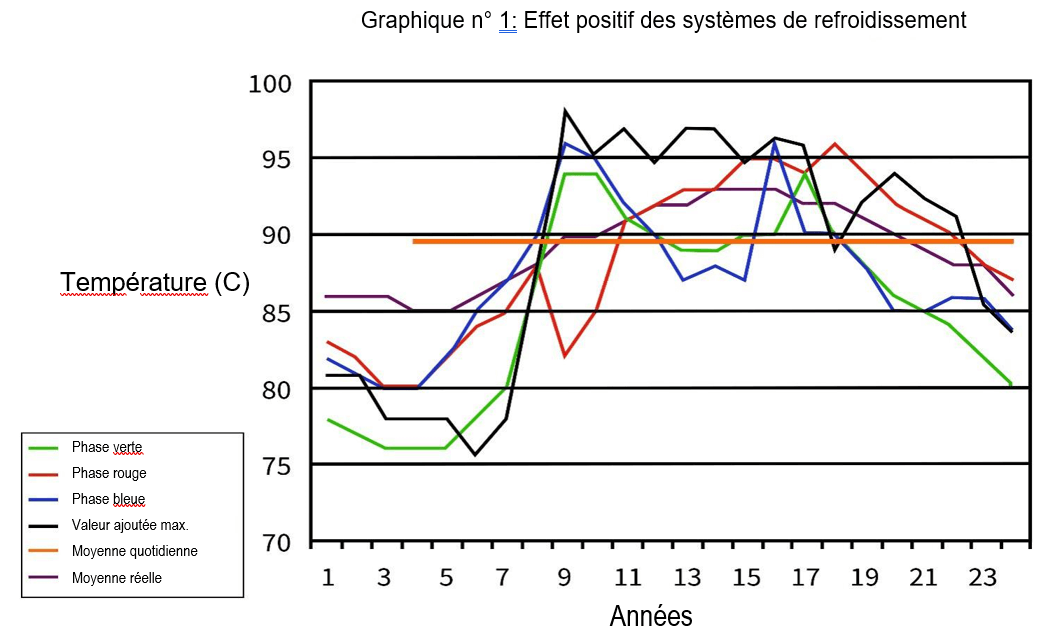
Une batterie de coupleurs Interbus ONAN/ONAF/OFAF (circulations naturelles de l’huile dans le transformateur et de l’air sur ses surfaces extérieures / circulations naturelles de l’huile dans le transformateur et air ventilé sur ses radiateurs / circulation forcée de l’huile dans le transformateur et air ventilé sur ses radiateurs) de 300 MVA et 500/150 kV tombe en panne après 15 ans. À la suite d’une inspection, il a été mis en évidence qu’une très faible valeur du degré de polymérisation pouvait constituer la cause profonde finale. Les réglages de température et les courbes de température quotidiennes montrent que la conception du transformateur est assez stable et capable de résister à des températures quotidiennes élevées jusqu’à près de 100 °C, selon les réglages suivants :
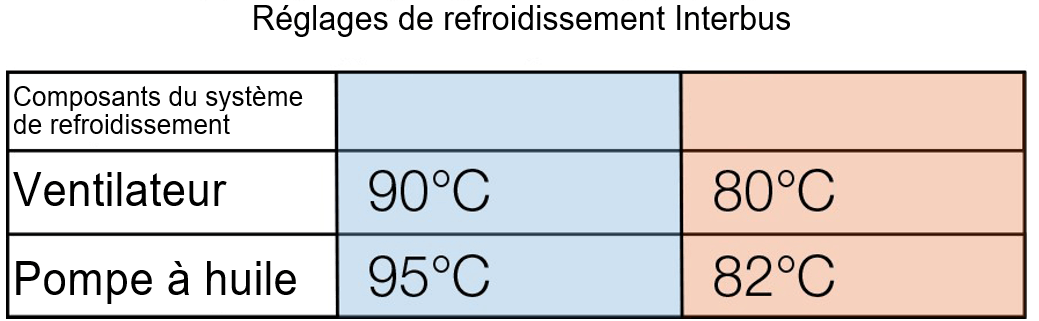
Le graphique ci-dessous illustre le profil de température et l’incidence positive des systèmes de refroidissement correctement conçus.
7.0
Le profil de degré de polymérisation du transformateur de réglage de 110/20 kV et 45 MVA de conception ON, refroidi dans un transformateur de redressement d’une usine d’aluminium après 40 ans de service, a permis un refroidissement interne parfaitement réparti.
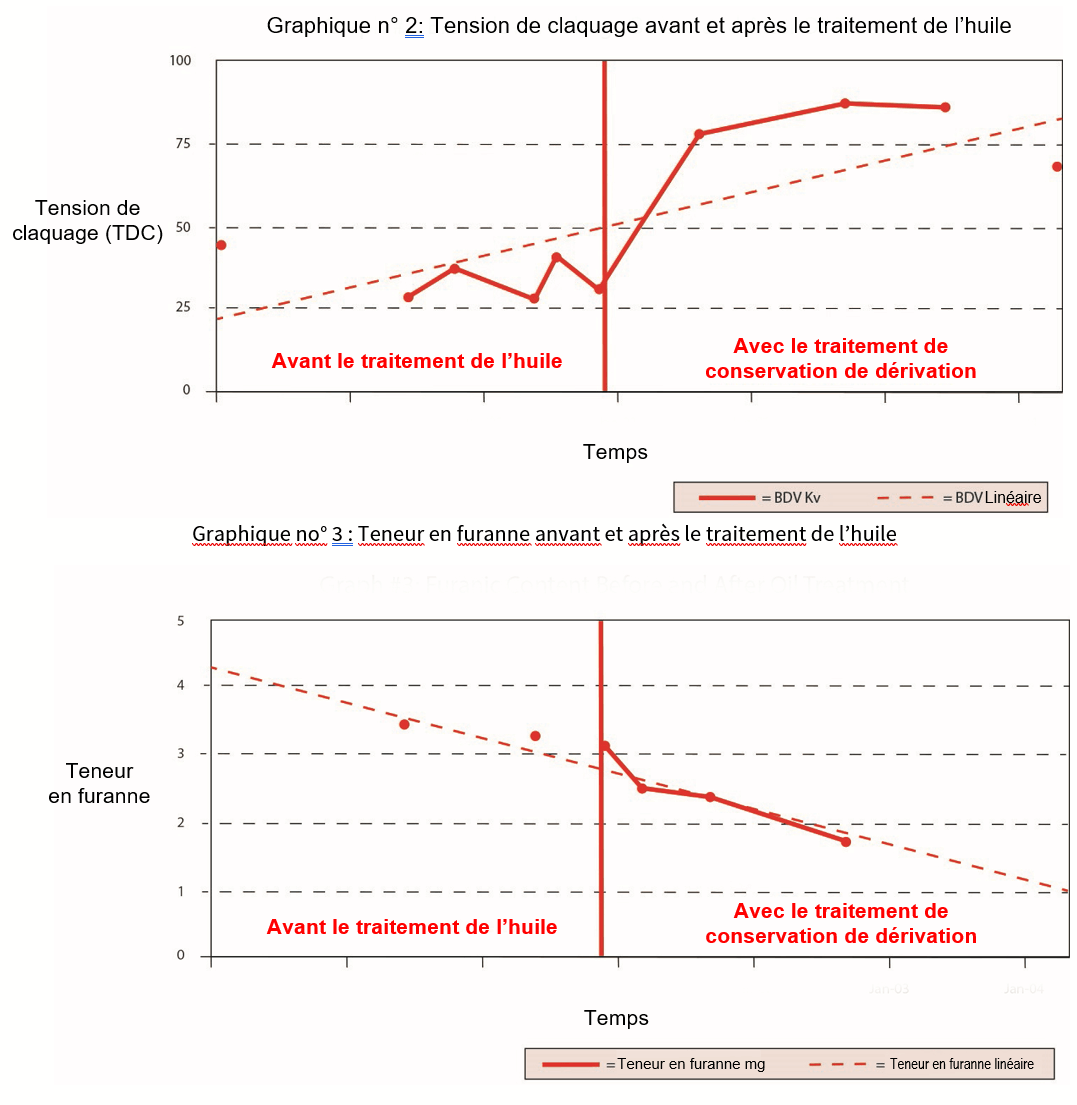
7.1
Amélioration de l’état d’un transformateur de redressement de 35 MVA en cours de traitement et de conservation. Les graphiques ci-dessous montrent qu’il était possible de maintenir une tension de claquage élevée (entre 60 et plus de 80 kV) et une faible teneur en eau jusqu’à nos jours. La réduction de la teneur en furanne signifie que leur production était très limitée, maintenant une valeur de degré de polymérisation stable. Un transformateur semblable, pour lequel des échantillons de papier ont pu être analysés, a mis en évidence que dès le début du traitement (réduction de l’eau et de l’oxygène), la valeur de degré de polymérisation était stable, confirmant ainsi ce fait.
Le côté gauche de chacun des graphiques ci-dessous présente l’état de la variable (graphique 2 : tension de claquage, graphique 3 : teneur en furanne) en utilisant un processus de traitement de purification d’huile inefficace. L’effet sur la tension de claquage et la teneur en furanne, en utilisant ce processus, n’était que temporaire. Le côté droit de chaque graphique montre comment l’utilisation d’un système de dérivation, avec des capacités de séchage, de dégazage partiel et de filtrage permanent des particules, maintient à la fois la tension de claquage et la teneur en furanne à des niveaux acceptables sur de longues périodes.
| Contenus connexes : Exemple de colmatage de fuites de transformateur par Polywater® |
Récapitulatif
La température et l’eau sont considérées comme deux des accélérateurs de vieillissement les plus nocifs des systèmes huile-cellulose. Afin de les contrôler, vous devez mettre en œuvre des mesures de maintenance, en particulier pendant la phase de conception. Lors de l’entretien des transformateurs, il est important de sceller les transformateurs afin d’empêcher que l’eau et/ou l’humidité pénètrent.
De plus, les réglages de température des commandes du système de refroidissement doivent être vérifiés de manière régulière afin d’éviter des charges thermiques inutilement élevées. La propreté des radiateurs est importante pour un fonctionnement efficace et est essentielle au maintien des températures dans les plages souhaitées. Les prochains articles aborderont d’autres accélérateurs et expliqueront leur influence sur le vieillissement des transformateurs.
Vous avez des questions ?
Références
1. Loading Transformers by Temperature, V.M. Montsinger, A.I.E.E Journal, April 1930.
Cet article a été publié à l’origine dans le magazine Transformers, et est republié ici avec permission.
©2019 American Polywater Corporation. Article n° 2 de Daemisch.