Cómo influyen la temperatura y el agua en el envejecimiento de los transformadores
Diversos factores influyen en el envejecimiento de los transformadores con sistemas de aceite/celulósicos y aceleran el proceso de envejecimiento.
1. Introducción
Diversos factores influyen en el envejecimiento de los transformadores con sistemas de aceite/celulósicos y aceleran el proceso de envejecimiento. En este artículo, analizaré:
1. Las influencias específicas de la temperatura y el agua en el envejecimiento del transformador.
2. Vías por las cuales la humedad y el agua ingresan al transformador.
3. Cómo la temperatura y el agua aceleran el envejecimiento del transformador.


También describiré cómo realizar lo siguiente:
1. Reducir las influencias de estos aceleradores.
2. Secar los transformadores anegados.
3. Minimizar las influencias de la temperatura.
4. Evitar el envejecimiento acelerado por completo.
Además, describiré los factores que deben especificarse al principio de la fase de diseño del transformador para garantizar un activo confiable a largo plazo. Abordaré el ácido y el oxígeno y su papel como aceleradores en un artículo posterior.
2. La influencia de la temperatura
Las altas temperaturas tienen un efecto significativo en los procesos de envejecimiento del transformador.
2.1 La regla de Montsinger
En la década de 1930, Montsinger ayudó a cuantificar el grado de envejecimiento acelerado del transformador debido a la temperatura.1 Determinó que un aumento de temperatura de 8 °C reduce a la mitad la vida útil del transformador.
Montsinger también demostró que el proceso de envejecimiento es insignificante en temperaturas inferiores a 50 °C. Estos principios continúan vigentes hasta el día de hoy, incluso con el desarrollo de nuevos materiales utilizados en transformadores en los 70 años transcurridos.
En función de estos principios, generalicemos que un aumento de 10 °C reduce la vida útil a la mitad y que supervisar la temperatura de un transformador solo tiene sentido cuando supera los 50 °C. Por debajo de esta temperatura, el envejecimiento será tan lento como para descartar cualquier falla en cualquier momento durante la vida útil estimada del transformador.
| Contenido relacionado: Cómo el oxígeno y los ácidos influyen en el envejecimiento de los transformadores |
3. La influencia del diseño
No existe una trayectoria típica o idéntica de envejecimiento del transformador, porque no existe un transformador «estándar». Como se indicó anteriormente, la temperatura es un acelerador de envejecimiento. Específicamente, el envejecimiento depende de la temperatura en el área más caliente del transformador. No tiene sentido considerar una temperatura promedio. El envejecimiento no es promedio y siempre estará acompañado de una temperatura específica en un lugar específico dentro del transformador.
Para evaluar el envejecimiento del transformador, hay que comenzar por la zona más caliente. Si la celulosa ha perdido su resistencia mecánica debido al envejecimiento térmico en un lugar determinado del transformador, no importará si el valor del grado de polimerización (degree of polymerization, DP) sigue siendo «bueno en promedio». En dicho caso, el transformador no se romperá «en promedio». Fallará por completo y, a menos que ya haya llegado al final de su vida útil (EOL), deberá repararse como mínimo. Por lo tanto, es importante determinar durante la etapa de especificación del transformador que el diseño del sistema de enfriamiento interno se optimice para las condiciones en las que funcionará el transformador.
Será imposible corregir un sistema de enfriamiento interno defectuoso más adelante, lo cual trataremos en detalle en la Sección 5.1.
La influencia del agua y la humedad
4. El agua como producto de envejecimiento
Se han publicado muchos artículos sobre el asunto: «El agua como producto del envejecimiento». Algunos afirman que el contenido de agua puede usarse para evaluar la edad de un transformador. El fundamento técnico de dichas afirmaciones parece bastante aceptable, ya que es una cuestión de química. Se libera agua cada vez que las moléculas de celulosa de cadena larga se rompen por procesos químicos impulsados térmicamente. En consecuencia, se podría decir que el proceso de envejecimiento es una fuente de agua dentro del transformador. Lo que queda menos claro es la medida en que este fenómeno, llamado pirólisis de la celulosa, juega un papel importante en los transformadores anegados.
Desde mi experiencia personal, todos los transformadores viejos muestran un mayor contenido de agua, pero la pirólisis no es una fuente significativa. Las fuentes externas de agua/humedad son más importantes en el envejecimiento acelerado de los transformadores.
4.1 Vías de entrada del agua y la humedad
El contenido de agua en distintos transformadores de edad y condiciones de funcionamiento similares no es lo suficientemente similar como para inferir un mecanismo de envejecimiento universal. Debido a las diferencias en el contenido de agua en los transformadores, debemos concluir que las causas externas generan las diferencias.
Los transformadores más anegados son aquellos que han sufrido cambios de carga frecuentes y estrés térmico en el área del tanque. Los transformadores con componentes críticos, como los casquillos de alta corriente y bajo voltaje (low-voltage, LV) utilizados en plantas de electrólisis, inherentemente tienen fugas y muestran un mayor contenido de agua. Lo mismo se aplica a los transformadores elevadores de generación (generator step-up, GSU).
Por otro lado, los transformadores de red y transmisión normalmente tienen un contenido de agua bastante bajo. Estos transformadores son transformadores herméticamente sellados y de respiración abierta con un contenido de agua similar después de muchos años. Esto indica que la mayor parte de la humedad/agua en el transformador proviene de fuentes externas.
4.2 Agua de enfriamiento
Otra fuente de agua proviene de las fugas de los enfriadores de agua, especialmente aquellos que tienen una sola pared. No importa si la presión estática debe ser mayor en el lado del aceite que en el lado del agua. Los codos de las tuberías son especialmente propensos a las microgrietas y a la presión parcial alta, lo que permite que el agua penetre en el interior del transformador.
| Contenido relacionado: Mapeo de las poblaciones de transformadores |
5. Evitar el envejecimiento acelerado
Para reducir con eficacia el envejecimiento prematuro del transformador, hay que detectar y controlar los aceleradores. Esto debe abordarse a principios de la etapa de diseño. Es de vital importancia insistir en los diseños correctos del sistema de sellado por un lado y las bajas cargas térmicas por el otro. Con un sistema de enfriamiento adecuado, las temperaturas máximas pueden mantenerse más bajas, lo que prolonga significativamente la vida útil de un transformador.

5.1 Garantizar el correcto diseño térmico
El fabricante debe demostrar, incluso durante la fase de diseño del proyecto, que el perfil de temperatura de su transformador es apropiado. Ninguna de las temperaturas admisibles debe superarse en ningún momento, ni siquiera durante períodos cortos. Incluso en la etapa de especificaciones técnicas, es imprescindible seleccionar el sistema de enfriamiento apropiado para la función del transformador. Por ejemplo, para los transformadores que se espera que sufran cambios de carga frecuentes, el sistema de enfriamiento interno debe estar diseñado para eliminar los picos de temperatura durante aumentos rápidos de carga, por ejemplo, un enfriamiento dirigido al aceite (oil directed, OD). Para los transformadores donde se necesita bombear el aceite, por ejemplo, los forzados con aceite/agua (oil forced/water forced, OFWF), o en el caso de radiadores de aceite a aire instalados de forma remota, el enfriamiento en los devanados debe basarse en un diseño natural de aceite (oil natural, ON) para que el aceite se distribuya de la manera más uniforme posible dentro del transformador.
Para verificar el diseño térmico de un transformador después de su finalización, se utilizan fibras ópticas para generar un perfil extenso de las temperaturas dentro del transformador. Idealmente, debería haber al menos varios sensores en cada devanado por fase. La distribución óptima del sensor está en la parte superior, 2/3 de la mitad superior, 2/3 de la mitad inferior y en la parte inferior. Por lo general, la fase central en un transformador trifásico debe estar equipada en cada devanado (devanado de derivación fino, grueso, terciario, de alto y de bajo voltaje).
5.2 Supervisar el comportamiento de gasificación
Durante el funcionamiento, el comportamiento de gasificación del transformador proporcionará datos concluyentes sobre la eficacia de su diseño. La especificación técnica del transformador debe estipular que se prohíbe la presencia de gases inducidos térmicamente durante la operación, por ejemplo, C2H4, C2H6, C3H4, C3H6, C3H8. Su presencia indica temperaturas superiores a 150 °C. El valor de estos gases en un análisis de gas disuelto (Dissolved Gas Analysis, DGA) debe ser «0». De lo contrario, las condiciones térmicas presentes en el transformador son inaceptables. No aconsejo aplicar ningún límite a los valores.
5.3 Reducir el contenido de agua
Si las pruebas revelan un mayor contenido de agua, por ejemplo, durante la prueba de calidad del aceite, el contenido de agua debe reducirse. Este valor se ve afectado por la temperatura de muestreo y siempre debe verificarse con el diagrama de Nielsen.
5.3.1 Medir el contenido de agua
Como el agua está presente en el transformador, su valor debe recogerse directa o indirectamente del transformador. El contenido de agua de una muestra de aceite en sí no indica nada.
Un método útil para medir el contenido de agua es utilizar una evaluación de humedad del aceite junto con un diagrama de Nielsen. Para hacer esto, las temperaturas en la parte superior e inferior del transformador deben controlarse durante un período prolongado para garantizar que la carga del transformador esté equilibrada. Los sistemas que utilizan una sonda capacitiva son particularmente útiles para este fin. Las mediciones deben registrarse en el rango de ppm.
Un sistema de medición dieléctrico directo comprobado para el contenido de agua es el sistema de detección de fuego y gas (Fire and gas detection, FDS). Los datos de esta medición pueden considerarse precisos y pueden respaldarse con el método anterior.
Los siguientes datos deben usarse como valores de referencia para la evaluación del contenido de agua:

5.3.2 Soluciones y selladores
Si el contenido de agua excede el nivel apropiado, la celulosa requiere secado. Hay diferentes procesos de secado disponibles. El método más simple y menos problemático es utilizar sistemas de derivación. Extraen agua del transformador durante el funcionamiento al drenarlo a través de la vía del aceite. No se aconseja el uso de equipos de tratamiento de aceite porque solo secan el aceite y no pueden eliminar más del 1 % del agua almacenada
del transformador.
El sellado adecuado del transformador debe ser una prioridad principal para evitar la entrada de humedad y agua. El uso de tecnologías diseñadas específicamente para el sellado de transformadores garantizará el rendimiento a largo plazo del transformador.
Los factores clave en la elección de los selladores de transformadores incluyen:
- Alta adherencia del sellador a los diversos componentes dentro del transformador.
- Voltaje de disrupción (breakdown voltage, BDV) alto para evitar descargas parciales.
- Compatibilidad con fluidos de aislamiento de minerales y ésteres.
- Capacidad para adherirse a una variedad de materiales como cobre, latón, acero y caucho.
| Contenido relacionado: Reparación rentable de fugas en el sitio de transformadores de energía |
-
6. Ejemplos
Los siguientes ejemplos demuestran el efecto de la humedad y la temperatura y lo importante que es controlarlos y tomar medidas para disminuir su impacto.
6.1
Un transformador de 60 MVA, 150/20 kV, falla después de 15 años. Había dos razones:
1. aumento excesivo de la temperatura para el clima en el que se ubicaron los transformadores;
2. enfriamiento interno mal distribuido.
Los valores de DP se tomaron de los devanados externos de una fase funcional.
6.2
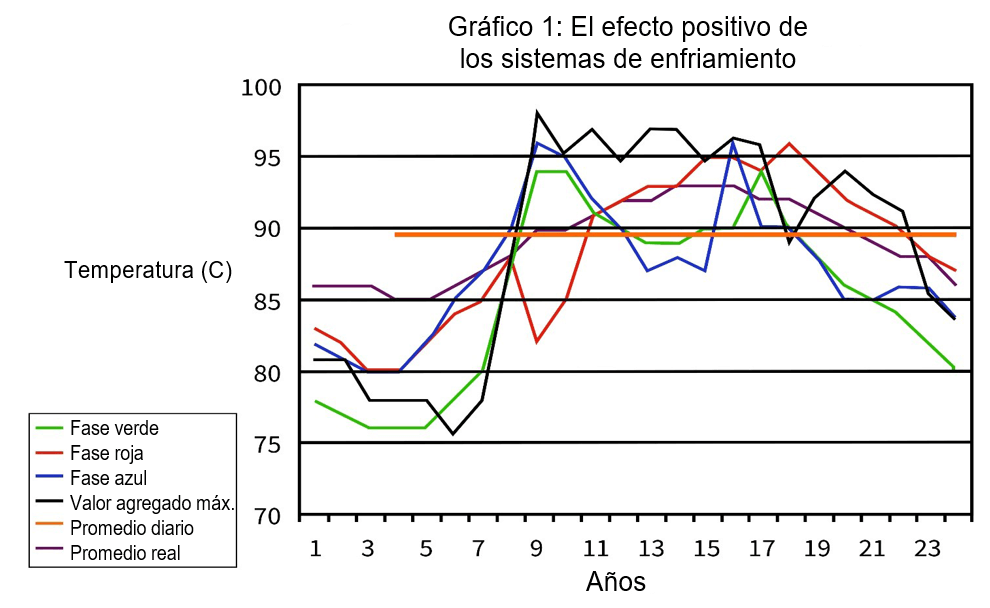
Un banco de acoplador interbus ONAN/ONAF/OFAF de 300 MVA, 500/150 kV, falla después de 15 años. Una inspección reveló que la causa raíz final puede haber sido un valor de DP muy bajo. Los ajustes de temperatura y las curvas de temperatura diarias muestran que el diseño del transformador es bastante estable y es capaz de soportar altas temperaturas diarias de hasta casi 100 °C en los siguientes ajustes:

El siguiente gráfico muestra el perfil de temperatura y el impacto positivo de los sistemas de enfriamiento diseñados adecuadamente.
7.0
El perfil de DP del transformador regulador de 110/20 kV, 45 MVA ON, enfriado en un transformador rectificador de una planta de aluminio después de 40 años en servicio, generó un enfriamiento interno perfectamente distribuido.
7.1
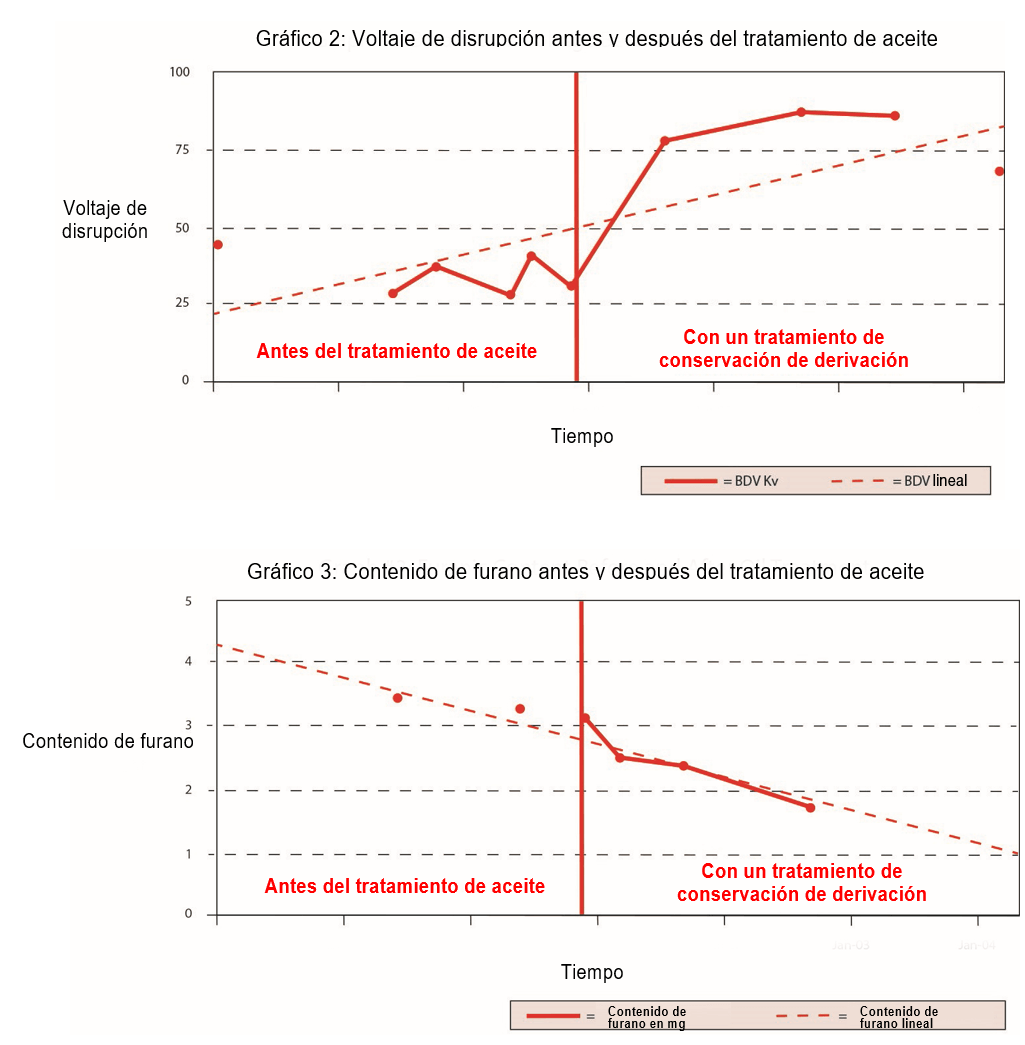
Mejora de la condición de un transformador rectificador de 35 MVA sometido a tratamiento y conservación. Los gráficos a continuación muestran que fue posible mantener el voltaje de disrupción alto (entre 60 y más de 80 kV) y el contenido de agua bajo hasta el día de hoy. La reducción del contenido de furano significa que su producción fue muy limitada, lo que mantuvo el valor de DP estable. Un transformador similar, donde se podían analizar muestras de papel, demostró que, desde el inicio del tratamiento (reducción de agua y oxígeno), el valor de DP se mantuvo estable, lo que confirma este hecho.
En el lado izquierdo de cada uno de los gráficos a continuación se muestra el estado de la variable (Gráfico 2: voltaje de disrupción. Gráfico 3: contenido de furano) con un proceso de tratamiento de purificación de aceite ineficiente. El efecto sobre el voltaje de disrupción y el contenido de furano con este proceso fue solo temporal. El lado derecho de cada gráfico muestra cómo el uso de un sistema de derivación con secado, desgasificación parcial y capacidades de filtrado de partículas permanentes conserva el voltaje de disrupción y el contenido de furano en niveles aceptables durante períodos prolongados.
| Contenido relacionado: Historia de reparación de fugas en transformadores de Polywater® |
Resumen
La temperatura y el agua son unos de los aceleradores de envejecimiento más dañinos en los sistemas de aceite y celulosa. Para mantener sus efectos bajo control, debe implementar medidas de mantenimiento, especialmente durante la fase de diseño. Sellar un transformador para evitar la entrada de agua o humedad es un paso importante cuando se da mantenimiento a los transformadores.
Además, los ajustes de temperatura de los controles del sistema de enfriamiento deben verificarse regularmente para evitar cargas térmicas innecesariamente altas. Mantener limpios los radiadores es un paso importante en el funcionamiento eficiente y crítico para mantener las temperaturas en los rangos deseados. Continuaremos guiándolo a través de aceleradores adicionales y cómo contribuyen al envejecimiento del transformador a medida que continúa la serie de artículos.
¿Preguntas?
Referencias
1. Carga de transformadores por temperatura, V.M. Montsinger, A.I.E.E Journal, April 1930.
Este artículo se publicó originalmente en Transformers Magazine y se vuelve a publicar aquí con permiso.
©2019 American Polywater Corporation. Artículo de la serie de Daemisch n.º 2.